Продолжаем ответы на вопросы.
- В операции CAVITY_MILL генерируем траекторию послойной обработки профиля, после генерации программы происходит переход от слоя к слою как врезание от плоскости безопасности до нужного слоя (следующего) на подаче врезания через G01, как сделать чтобы фреза врезалась от плоскости безопасности до нужного слоя +1мм на ускоренной подаче (через G0) а оставшийся миллиметр на подаче врезания и где это задаётся?
Конечно, операция CAVITY_MILL не совсем подходит для создания профильных (контурных) обработок, но ее вполне можно применять и для этого типа обработки. Итак, что касается подач и расстояний от плоскости безопасности до текущего слоя обработки.
1. Подачи надо смотреть в разделе Скорости и подачи:
![]()
И в данном случае управлять значениями Подхода и Отхода
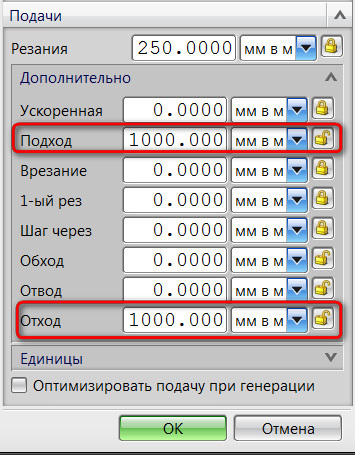
Значение по умолчанию, означает, что размер подачи подхода и отвода совпадает с рабочей подачей, что крайне негативно сказывается на общем времени обработки детали. Эти перемещения будут идти по G01. Это хорошо видно из следующей распечатки:
;text.ptp
N1G40G80G90
N2G15H1
N3G56H0
N4S0
N5(DIS,MILL)
N6G00X-94.474Y-9.986
N7Z49.000 Координата плоскости безопасности Z=49
N8G01Z16.000F1000 Подход к слою обработки Z=16
N9Z15.000F250 Подход непосредственно к зоне резания Z=15
N10G03X-85.000Y.000I-.526J9.986
N11G02X.000Y85.000I85.000J.000
N12X85.000Y.000I.000J-85.000
N13X.000Y-85.000I-85.000J.000
N14X-85.000Y.000I.000J85.000
N15G03X-94.474Y9.986I-10.000J.000
N16G01Z16.000
N17Z49.000F1000 Подъем от зоны резания на плоскость безопасности
N18G00Y-9.986 Переход на G00 по плоскости безопасности
N19G01Z11.000 Подход к слою обработки Z=11
N20Z10.000F250 Подход непосредственно к зоне резания Z=10
N21G03X-85.000Y.000I-.526J9.986
N22G02X.000Y85.000I85.000J.000
N23X85.000Y.000I.000J-85.000
N24X.000Y-85.000I-85.000J.000
N25X-85.000Y.000I.000J85.000
N26G03X-94.474Y9.986I-10.000J.000
N27G01Z11.000
N28Z16.000F1000
N29G00Y-9.986
N30G01Z6.000
N31Z5.000F250
Для того, чтобы получить перемещения Подхода и Отхода на ускоренной подачи (G00), необходимо выставить такое значение этих подач, чтобы оно было больше или равно значению ускоренно подачи, заданной в постпроцессоре. По умолчанию это значение 10 000 мм/мин. Соответственно, мы должны выставить следующие значения:
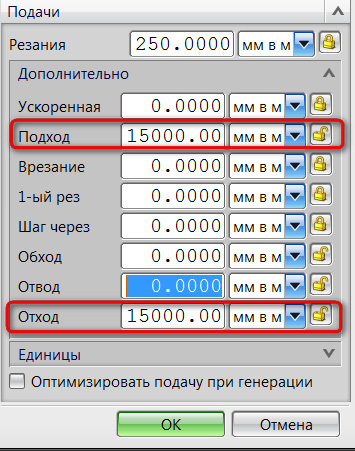
Посмотрим теперь текст УП:
;text.ptp
N1G40G80G90
N2G15H1
N3G56H0
N4S0
N5(DIS,MILL)
N6G00X-94.474Y-9.986
N7Z49.000
N8Z16.000 Теперь перемещение с плоскости безопасности идет на ускоренной подаче
N9G01Z15.000F250
N10G03X-85.000Y.000I-.526J9.986
N11G02X.000Y85.000I85.000J.000
N12X85.000Y.000I.000J-85.000
N13X.000Y-85.000I-85.000J.000
N14X-85.000Y.000I.000J85.000
N15G03X-94.474Y9.986I-10.000J.000
N16G01Z16.000
N17G00Z49.000 И подъем на плоскость безопасности тоже на ускоренной подаче
N18Y-9.986
N19Z11.000
N20G01Z10.000
N21G03X-85.000Y.000I-.526J9.986
N22G02X.000Y85.000I85.000J.000
N23X85.000Y.000I.000J-85.000
N24X.000Y-85.000I-85.000J.000
N25X-85.000Y.000I.000J85.000
N26G03X-94.474Y9.986I-10.000J.000
N27G01Z11.000
N28G00Z16.000
N29Y-9.986
N30Z6.000
N31G01Z5.000
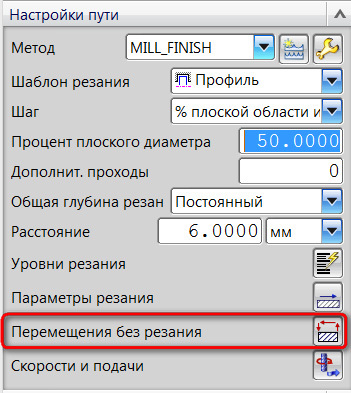
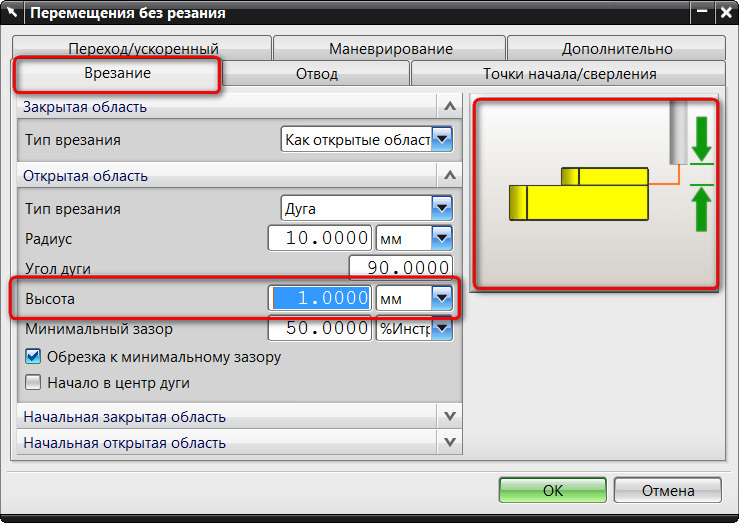
2. Вторая часть вопроса. За перемещения со слоя на слой и значения величин перемещений отвечает параметр Без резания и вкладки Врезание и Отвод. По умолчанию стоит значение 3 мм, но мы можем его изменить, например, на 1 мм.
Еще, я бы рекомендовал переход со слоя на слой обработки осуществлять не по плоскости безопасности, а, например, по Предыдущей плоскости. Это существенно сократит время перемещений без резания. Для этого в Перемещениях без резания надо перейти на вкладку Переход/Ускоренный и активировать параметр перехода Между областями Тип перехода → Пред. плоскость:

Общий результат будет таким:
- Как создать УП по уже существующей траектории?
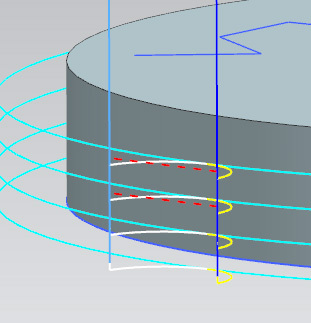
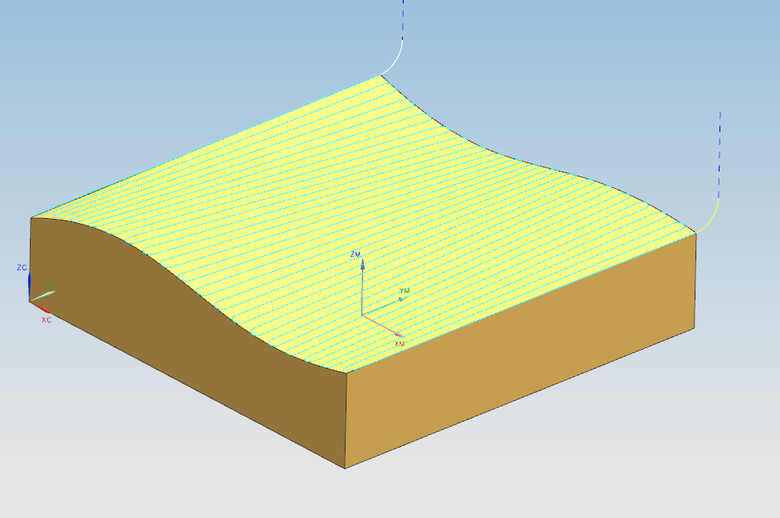
1. Необходимо создать CLSF файл, в котором будут храниться данные исходной траектории. Для примера существует вот такая плоская обработка (обратите внимание на плавный переход между строчками):

Понятно, что такая изначальная обработка приведет к зарезам.
2. Воспользуемся командой Вывод CLSF ![]() и далее укажем вывод в:
и далее укажем вывод в:
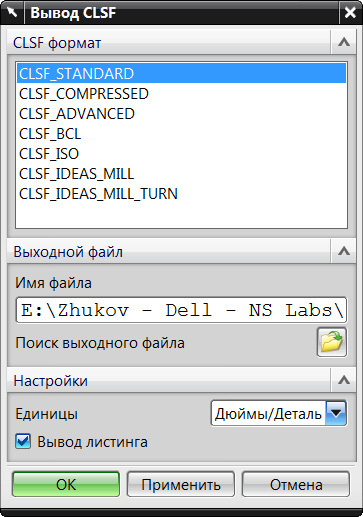
3. Получаем текстовый файл proba.clf
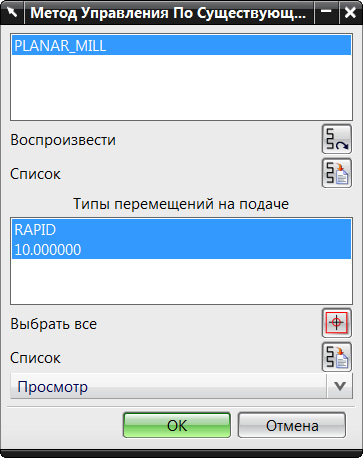
Далее создаем обработку подтипа Contour_Fixed
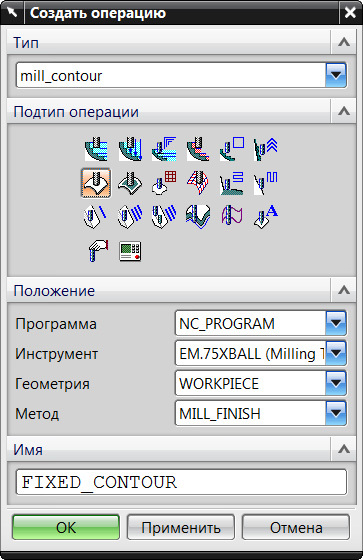
И в ней указываем Метод управления — Траектория
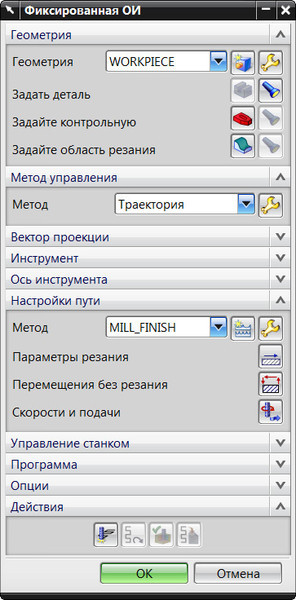
В качестве исходной траектории показываем только полученный файл proba.cls и в нем задаем образцовую траекторию
5. Далее выбираем область резания уже в текущей УП Contour_Fixed

6. Генерируем УП и получаем уже такую обработку:
7. Аналогично можно задать обработку и для 5 координат. Только там дополнительно требуется указать направление проекции и оси инструмента.
- Как установить постпроцессор в NX™?
Необходимо скопировать три файла NEW_POST.tcl NEW_POST.def NEW_POST.pui, из которых и состоит постпроцессор, в каталог:
C:/Program Files/UGS/NX™ 7.5/MACH/resource/postprocessor
В каталоге postprocessor найти файл template_post.dat и отредактировать его любым простым текстовым редактором, например Notepad.
Необходимо добавить следующую строчку:
New Post,${UGII_CAM_POST_DIR} NEW_POST.tcl,${UGII_CAM_POST_DIR} NEW_POST.def
Где New Post имя постпроцессора, отображаемое в NX™.
- Лично поднатурения не обрабатывал, но в целях получения новых навыков внимательно изучил Вашу статью и вот что у меня не получилось:
cavity_mill → параметры резания → дополнительно → наследование → снять галку толерантная обработка и снять галку исключение поднатурений.
После таких манипуляций при генерации NX™ выдаёт «Фасетные тела могут использоваться только с толерантной обработкой». Надеюсь моя информация окажется полезной.
Это лишь означает, что в качестве тел обработки или заготовки Вы использовали фасетные тела или stl-геометрию. В подобном случае NX™ не рассчитывает траекторию перемещения инструмента. Надо применять обычную твердотельную геометрию, лучше всего созданную в NX™ или Solid Edge, и у Вас вcе получится.
Спасибо за Ваши вопросы!
Автор: Дмитрий Жуков,
Эксперт по CAD/CAM технологиям компании NS Labs